Un côté est nu et l’autre est glacé et de haute intensité.

Tissu de vêtements de yoga tricoté en chaîne Fabricant


Un côté est nu et l’autre est glacé et de haute intensité.
Produits phares

Avec l'arrivée de l'été, la natation devient une activité récréative populaire pour de nombreuses personnes. Que vous soyez un nageur compétitif ou que vous profitiez simplement dans la p...
En savoir plusDans les occasions commerciales, une combinaison formelle appropriée n'est pas seulement le reflet du goût personnel, mais aussi un symbole de l'image professionnelle et du professionnali...
En savoir plusDans le monde textile, l'innovation et le changement ne s'arrêtent jamais. Ces dernières années, un nouveau matériau textile appelé Soie composite a progressivement émergé, attirant une g...
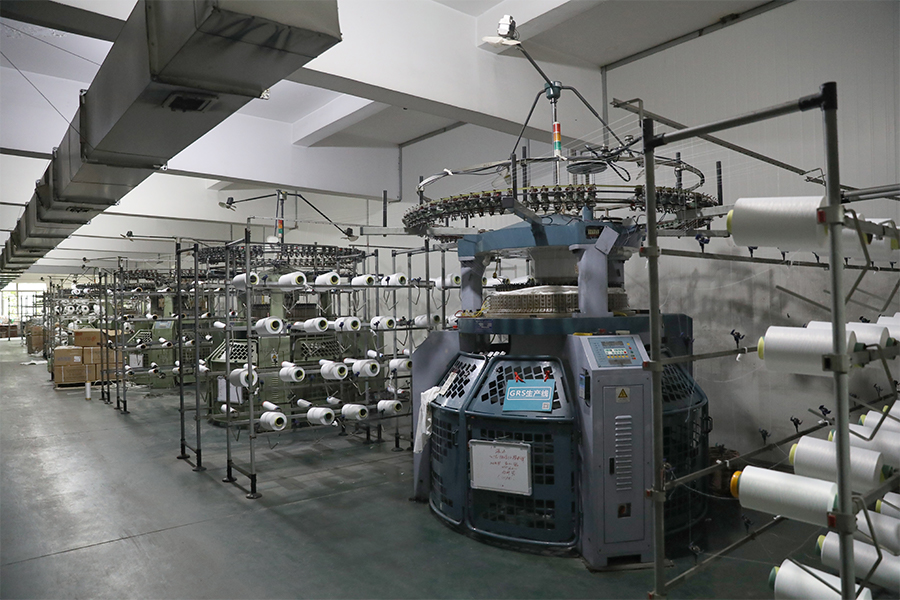
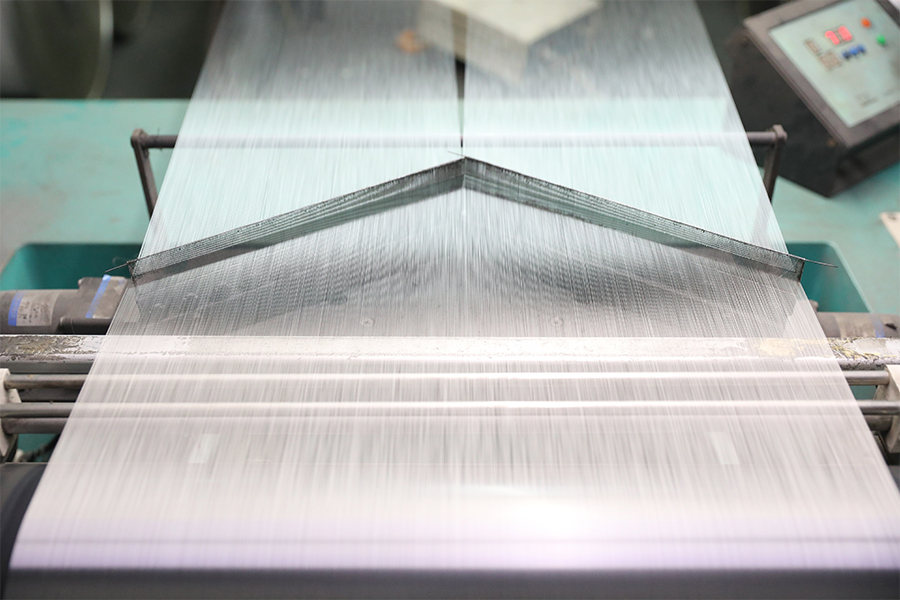
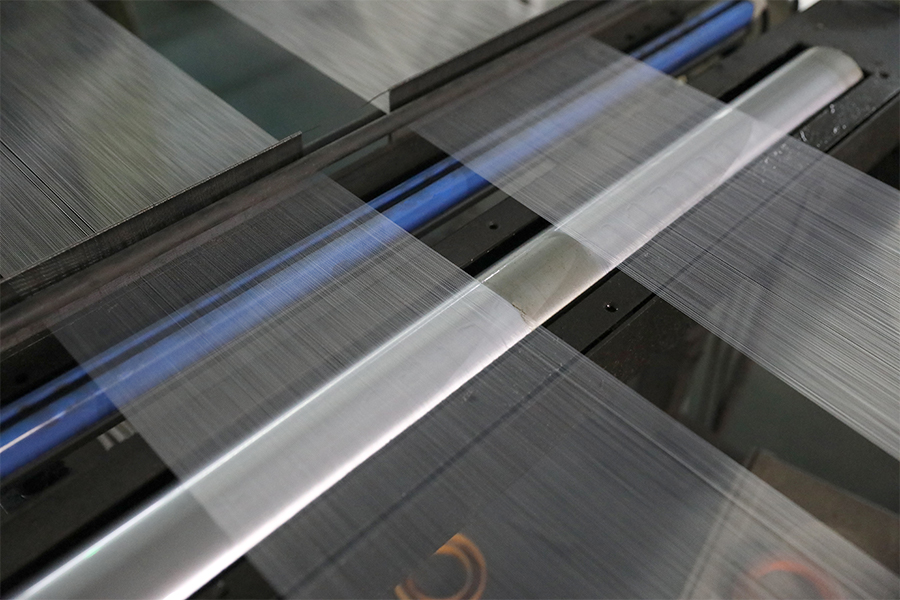
En savoir plusNous disposons de notre propre atelier de production et entrepôt, équipé d équipements complets de production et d inspection de qualité.
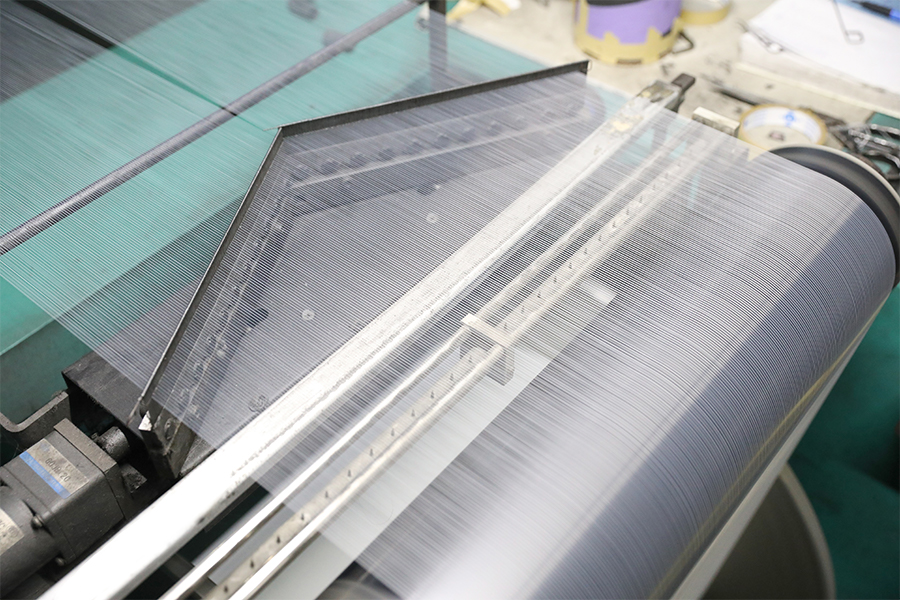
Ateliers
Ateliers
Ateliers

Ateliers

Ateliers

Ateliers

Ateliers
Ateliers
Ateliers
Ateliers

Ateliers

Ateliers
1. Préparation avant essorage
Sélection et transformation des matières premières
Sélection des matières premières : sélectionnez des fibres avec une longueur de fibre uniforme, une résistance élevée, une faible boucle et une couleur uniforme comme matières premières. Ces fibres contribuent à réduire les problèmes de pointes cassées et de défauts de fil pendant le processus de filage.
Prétraitement des matières premières : effectuez le prétraitement nécessaire sur les matières premières, tel que l'élimination des impuretés et l'humidification, pour améliorer la filabilité des fibres et réduire la casse et les dommages pendant le processus de filage.
Gestion du stockage
Gardez l'environnement de stockage des matières premières sec et aéré, évitez la lumière directe du soleil et évitez la moisissure et la détérioration des matières premières. Dans le même temps, contrôlez la température et l'humidité appropriées pour éviter que la matière première n'absorbe l'humidité et n'affecte la qualité du fil.
2. Optimisation du processus de filage
Sélection et réglage du matériel
Sélection de l'équipement : Sélectionnez l'équipement de filature approprié en fonction des caractéristiques de la fibre et des exigences de qualité du fil. Assurez-vous que les performances de l'équipement sont stables et peuvent répondre aux besoins de production de fils de haute qualité.
Ajustement des paramètres : ajustez les paramètres spécifiques du métier à filer, tels que la tension, la vitesse de rotation, la tension hors ligne, etc., pour garantir que chaque paramètre se situe dans une plage raisonnable. Cela contribue à réduire l’étirement, la torsion et la rupture du fil pendant le processus de filage.
Optimisation des processus
Dans le processus de peignage, optimisez la configuration et la gestion des éléments de peignage, réduisez le phénomène d'intarsia du peigne supérieur et du cylindre et évitez que la fibre ne pénètre dans le filet de coton dans une structure de faisceau, réduisant ainsi le risque de casse lors du processus suivant.
Vérifiez régulièrement et ajustez raisonnablement l'état de tension et l'usure de la courroie crantée d'étirage et de la courroie crantée de la bobine pour réduire le risque de rupture du cadre d'étirage.
Dans le processus de mèche, réduisez de manière appropriée l'espacement des mâchoires, l'entraxe des rouleaux et le multiple d'étirage de la zone arrière pour réduire la valeur CV du filé, mais faites attention au maintien du développement synchrone de la force de maintien et de la force d'étirage pour éviter un mauvais étirage.
Gestion des opérations
Renforcer la formation au fonctionnement des travailleurs pour garantir que les travailleurs maîtrisent les compétences d'utilisation et de fonctionnement correctes des équipements de filature.
Appliquer strictement les normes de contrôle de la qualité de la filature pour garantir que la qualité de chaque lot de produits répond aux exigences.
Renforcer la gestion et le nettoyage du site de production pour réduire les facteurs défavorables tels que les fleurs volantes impures attachées au fil.
3. Contrôle qualité après essorage
Test de fils
Testez strictement le filé, y compris la résistance, l'allongement, la différence de couleur, les yeux d'insectes, les croûtes et d'autres problèmes. Enregistrez les résultats des tests de chaque lot de fil afin que les problèmes puissent être détectés et ajustés à temps.
Garantie de transformation ultérieure
Lors du traitement ultérieur tel que l'impression et la teinture, sélectionnez des colorants et des auxiliaires de haute qualité et adoptez une technologie de teinture raisonnable pour garantir que la sécheresse, la propreté et la qualité du fil ne sont pas affectées.
Dans les processus de finition tels que le façonnage et le calandrage, comment le fournisseur de tissu uni à forte chaîne peut-il éviter les plis, la déformation et d'autres problèmes liés au tissu uni à forte chaîne ?
1. Mesures préventives dans le processus de façonnage
Régler raisonnablement la température de façonnage
La température de formage est un facteur clé affectant la qualité de la thermofixation. Pour les tissus unis à forte chaîne, la température de mise en forme doit être raisonnablement réglée en fonction du retrait élastique et de l'épaisseur du tissu. Habituellement, la température de thermofixation du tricot spandex peut être contrôlée entre 180 et 195 ℃, mais la température spécifique doit être ajustée en fonction de la situation réelle du tissu.
Il convient de noter qu'une température trop élevée peut faire jaunir le tissu et perdre son élasticité, tandis qu'une température trop basse peut ne pas obtenir l'effet de mise en forme idéal.
Contrôler le temps et la vitesse de mise en forme
La durée du temps de façonnage et la vitesse de la machine affecteront également l’effet de façonnage. La vitesse doit être raisonnablement réglée en fonction de la longueur et de la température de la machine de façonnage pour garantir que le tissu dispose de suffisamment de temps pour prendre la chaleur dans la zone de chauffage.
Une vitesse trop rapide peut affecter l'effet modelant, entraînant l'incapacité d'éliminer complètement les rides fines ; une vitesse trop lente et une température trop élevée peuvent faire jaunir le tissu.
Ajuster la suralimentation et la tension
Lors du processus de prise, le contrôle de la suralimentation et de la tension est également crucial. Une suralimentation excessive peut provoquer une irrégularité de la surface du tissu et une difficulté à éliminer les plis fins ; tandis qu'une tension excessive peut provoquer un gondolage du tissu pendant le réglage de la chaleur.
Par conséquent, la suralimentation et la tension doivent être raisonnablement réglées en fonction des caractéristiques du tissu et des performances de l'équipement afin de garantir que le tissu reste plat pendant le processus de réglage.
Vérifier et entretenir régulièrement le matériel
L'état de l'équipement de la machine de prise a une grande influence sur l'effet de prise. Le système de chauffage, le système de transmission, la roue de guidage du tissu et les autres composants de l'équipement doivent être vérifiés régulièrement pour garantir leur bon état.
Les problèmes détectés doivent être traités en temps opportun pour éviter les plis ou la déformation du tissu dus à une défaillance de l'équipement.
2. Mesures préventives lors du processus de calandrage
Choisissez un procédé de calandrage adapté
Le choix du procédé de calandrage doit être déterminé en fonction des caractéristiques du tissu et des besoins du client. Pour le tissu uni à chaîne lourde à l'ammoniac doré, un processus de calandrage sans tension ou à faible tension peut être utilisé pour réduire l'impact sur l'élasticité et les performances de récupération du tissu.
Contrôler la température et la pression du calandrage
La température et la pression de calandrage sont des facteurs importants affectant l’effet de calandrage. Les paramètres de température et de pression doivent être réglés raisonnablement en fonction des caractéristiques du tissu et des performances de la calandre.
Une température ou une pression trop élevée peuvent provoquer un jaunissement du tissu, une indentation trop profonde ou une déformation ; tandis qu'une température ou une pression trop basse peuvent ne pas obtenir l'effet de calandrage idéal.
Gardez la surface du tissu plate
Pendant le processus de calandrage, la surface du tissu doit rester plane. Ceci peut être réalisé en ajustant la position et la tension de la roue de guidage. Dans le même temps, il convient d'éviter que la surface du tissu ne soit étirée ou comprimée inutilement pendant le processus de calandrage.
catégorie
Trouvez-nous
adresse: N° 6, route Zhenbei, bourg de Maqiao, ville de Haining, province du Zhejiang
Téléphone: +86-573-87463566
e-mail: yhg1987cool@126.com
Contactez-nous










")
